- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Ev > Məhsullar > Qaynaqlanmış Polad Boru > Düz tikişli qaynaqlı polad boru > Uzunlamasına qaynaqlı boru


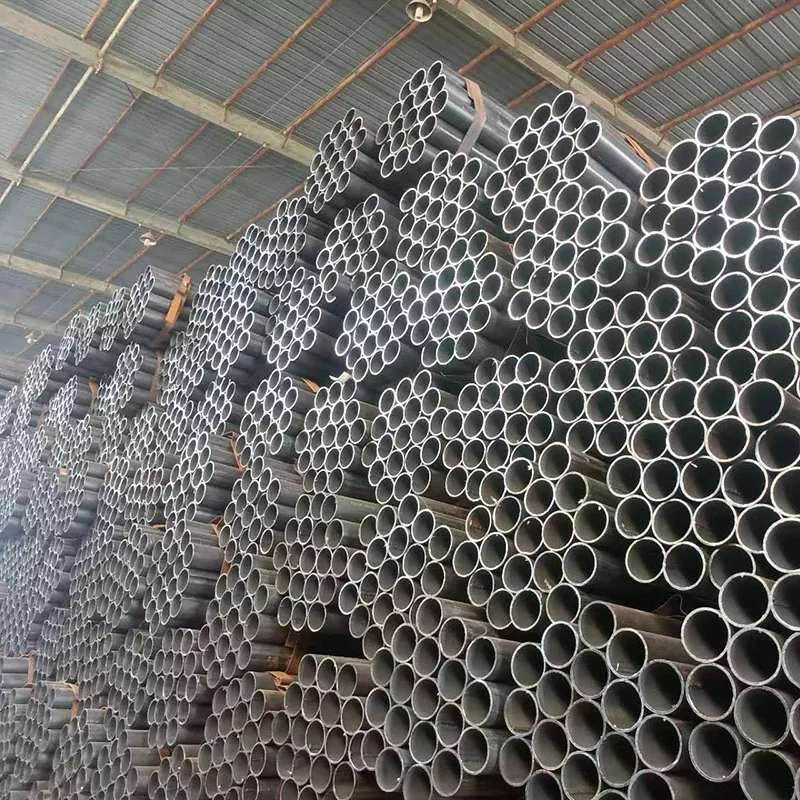


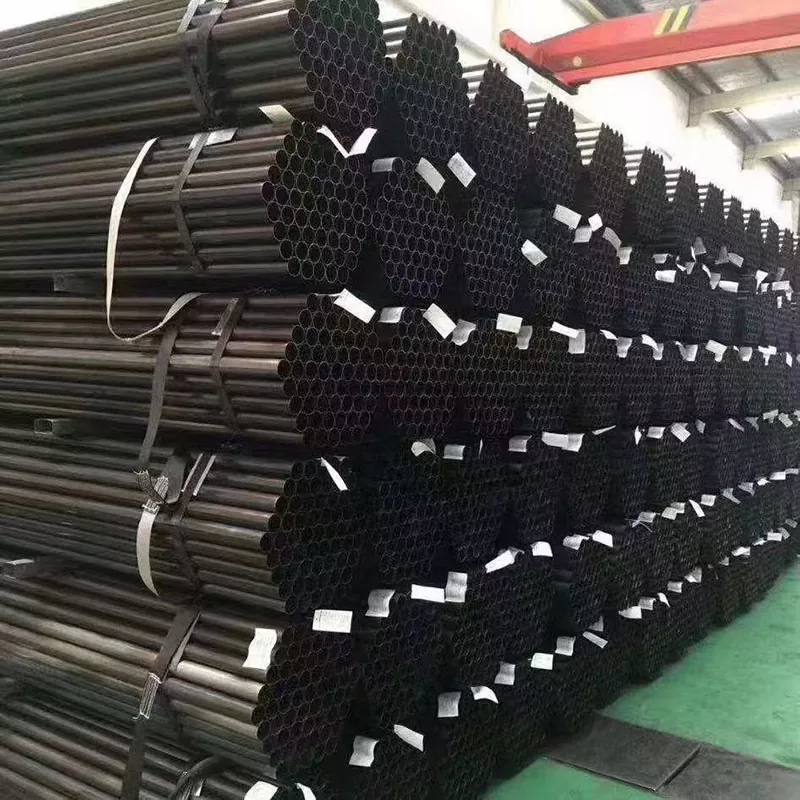
Uzunlamasına qaynaqlı boru
Xinlida istehsalçısı tərəfindən istehsal olunan uzununa Qaynaqlı Boru, boru şəklində bir quruluş yaratmaq üçün qaynaq texnologiyası (məsələn, yüksək tezlikli qaynaq və ya sualtı qövs qaynağı) ilə yuvarlanan bir polad təbəqə və ya polad zolaqdır.
Sorğu göndərin
Məhsul təsviri
Uzunlamasına Qaynaqlı Borunun istehsalı prosesi "xammalın ilkin təmizlənməsi-formalaşdırılması-qaynaq-bitirmə"nin əsas prosesini izləyir və hər bir addım dəqiqlik və möhkəmliyə nəzarət ətrafında fırlanır. Metod aşağıdakı addımlardan ibarətdir: ilk növbədə, xammalın hazırlanması, isti yayılmış polad şeridin və ya rulonun plitəsinin seçilməsi, diametrli diametrli polad borunun əsas materialı ilə kəsilməsi. dilimləmə maşını, sonra qaynaq keyfiyyətinə təsir etməmək üçün səth oksidi miqyasını və çirkləri təmizləmək üçün hamarlama və pasdan təmizləmə işlərinin aparılması; və sonra formalaşma mərhələsinə daxil olur, burada polad zolağı, boru blankının kənarlarının hizalanmasını və əyriliyin vahid olmasını təmin etmək üçün davamlı rulon formalaşdırma maşını vasitəsilə tədricən açıq yuvarlaq boru blankına (yaxud kvadrat və ya düzbucaqlı boru blankına) əyilir və sonrakı qaynaq üçün təməl qoyulur.


Formalaşdıqdan sonra boru blankı dərhal qaynaq bağlantısına daxil olur və əsas axın yüksək tezlikli induksiya qaynağı və ya qövs qaynağını qəbul edir: yüksək tezlikli qaynaq, borunun kənarını ərimiş vəziyyətə sürətlə qızdırmaq üçün elektromaqnit induksiyasından istifadə edir və sonra qaynaq ekstruziya silindrini basaraq tamamlanır və qaynaq möhkəmliyi əsas metala yaxındır; qövs qaynağı qalın divarlı borular üçün uyğundur və birləşmə ərimiş hovuzun elektrod və ya qaynaq məftili ilə doldurulması ilə həyata keçirilir. Qaynaqdan sonra məsamələr və çatlar kimi qüsurları aradan qaldırmaq üçün qaynaq yoxlaması (ultrasəs və rentgen müayinəsi kimi) aparılmalı, ölçülü maşınla boru diametrinin kalibrlənməsi, uzunluğunun düzgün şəkildə kəsilməsi və son dəzgahda bərkidilməsi aparılmalıdır. səthi emal və korroziyaya qarşı müalicə (məsələn, sinkləmə və rəngləmə) nəhayət ixtisaslı düz qaynaqlı boru məhsulları yaratmaq üçün.


Qaynar Teqlər: Çin Uzunlamasına Qaynaqlı Boru
Əlaqədar Kateqoriya
Sorğu göndərin
Sorğunuzu aşağıdakı formada verməkdən çekinmeyin. 24 saat ərzində sizə cavab verəcəyik.





